在機(jī)械裝配中,鋼管與軸、套筒的過盈配合(如傳動軸與鋼管的連接、液壓管路與套筒的固定)需通過 “強(qiáng)制裝配” 實(shí)現(xiàn)緊密結(jié)合,但冷態(tài)壓裝易導(dǎo)致鋼管變形或配合件損傷。高頻加熱機(jī)憑借 “局部快速加熱 - 鋼管熱擴(kuò) - 壓力裝配” 的工藝邏輯,通過精準(zhǔn)控制鋼管熱膨脹量,實(shí)現(xiàn)過盈配合的高效、無損裝配,成為過盈連接的優(yōu)選方案。
鋼管(多為低碳鋼、合金鋼)與配合件(軸或套筒)的過盈配合依賴?yán)鋺B(tài)下的尺寸差(過盈量通常 0.05-0.2mm),高頻加熱熱擴(kuò)的原理是通過加熱使鋼管內(nèi)徑膨脹,暫時(shí)消除過盈量:
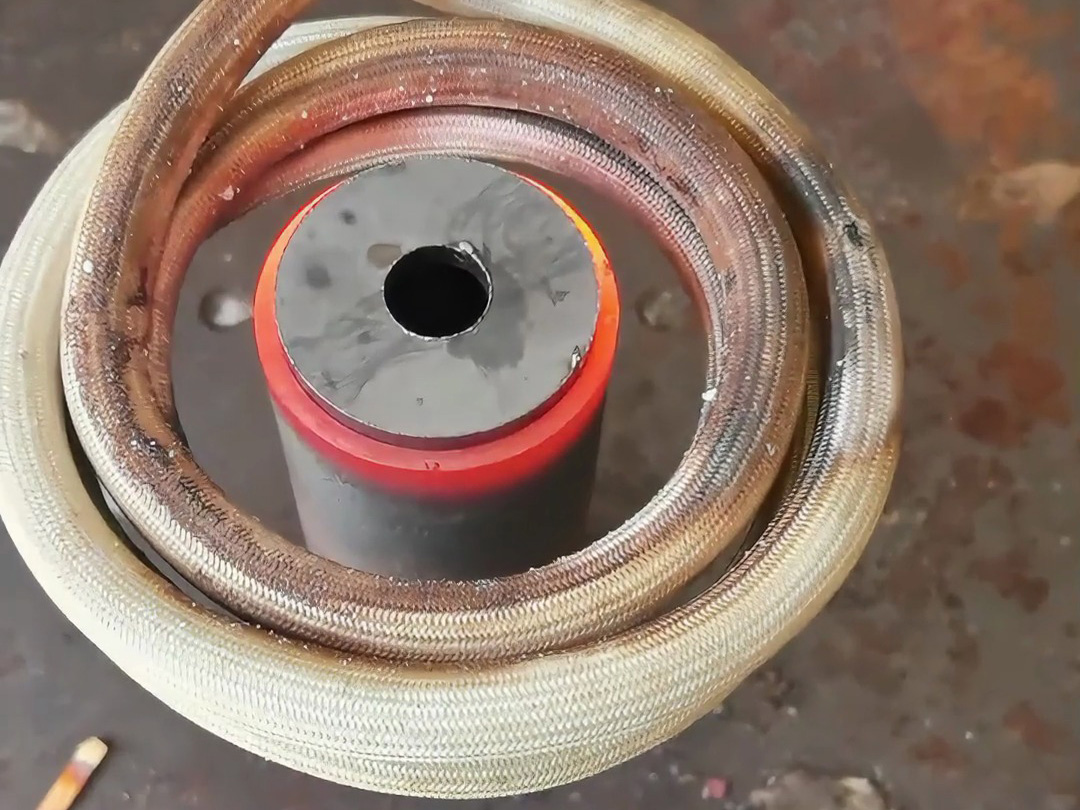
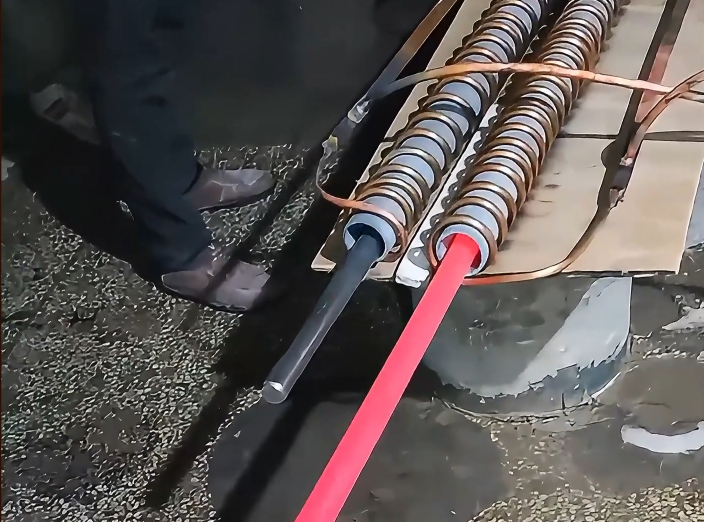
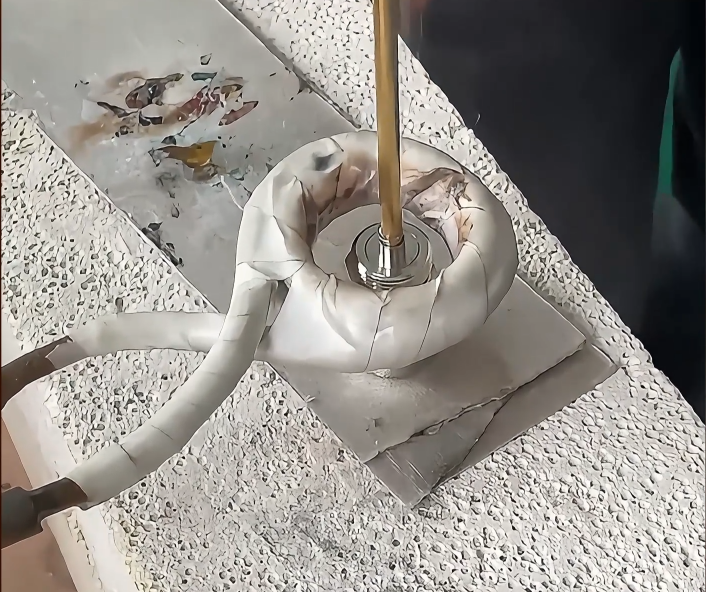
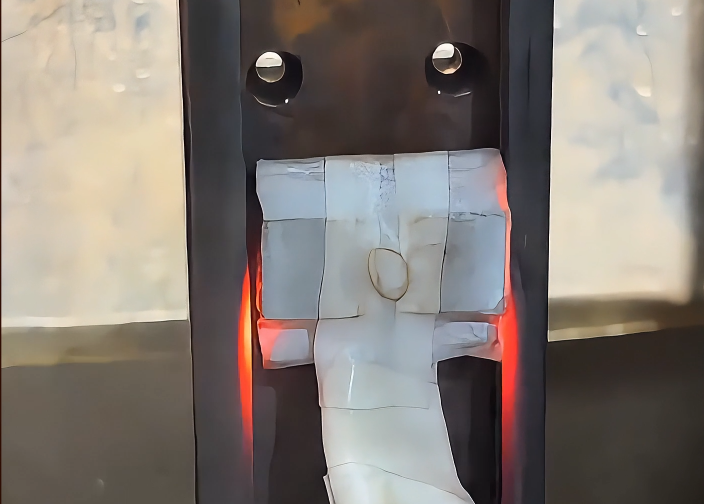
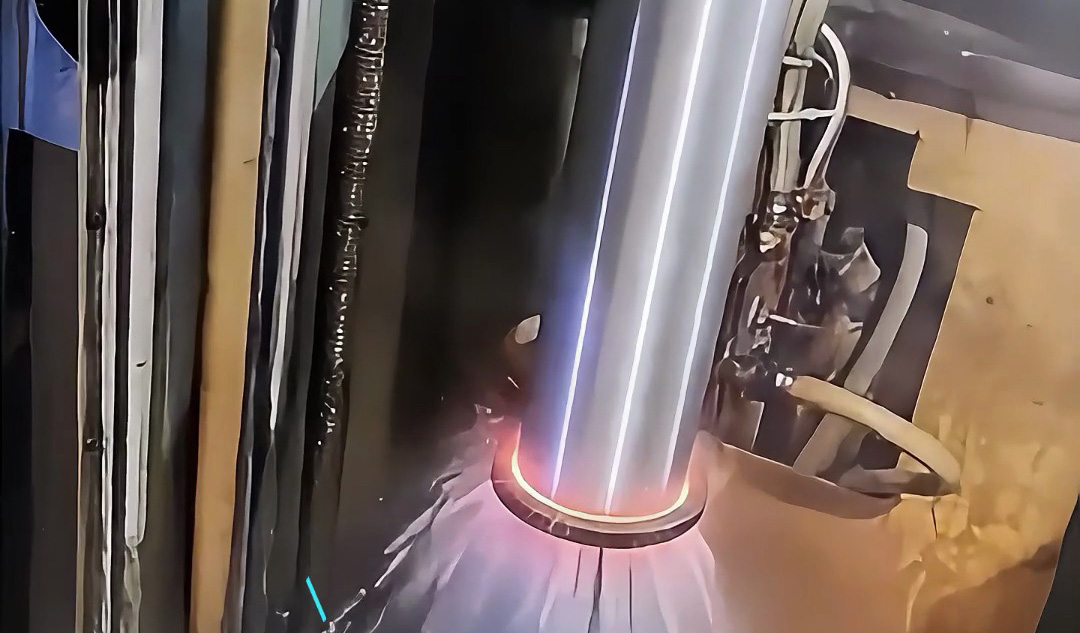
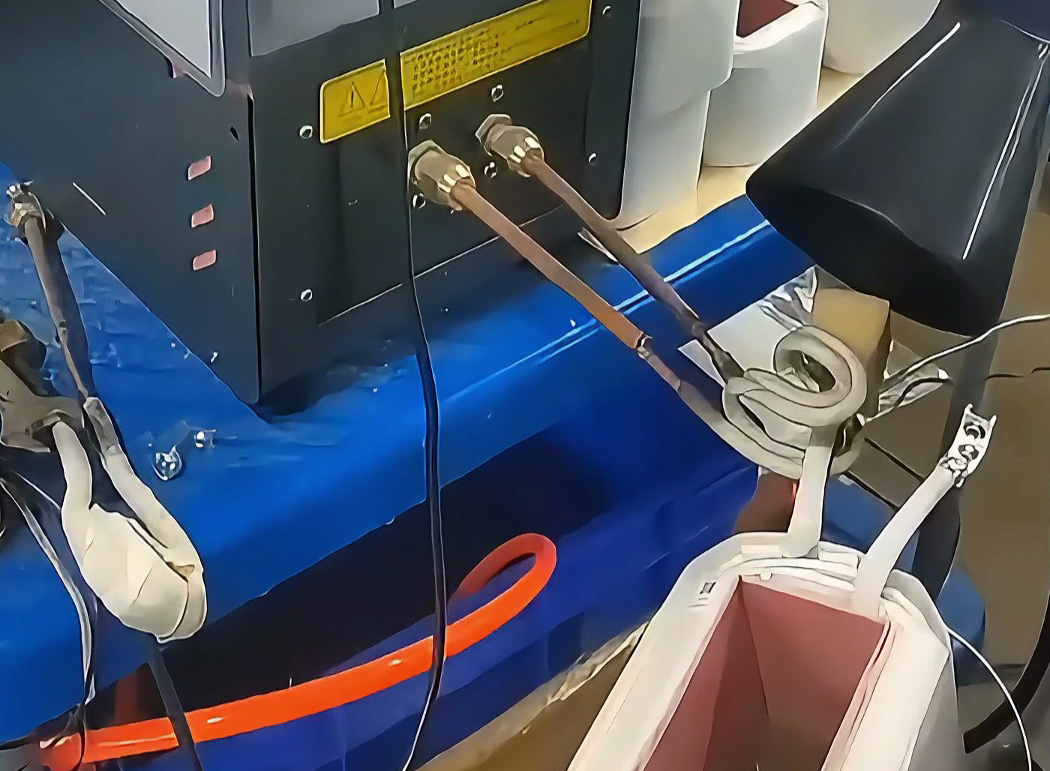
高頻感應(yīng)生熱:將高頻加熱機(jī)的環(huán)形線圈套在鋼管待裝配部位(長度通常 50-200mm),10-30kHz 高頻電流產(chǎn)生交變磁場,鋼管內(nèi)部產(chǎn)生渦流快速升溫,30-60 秒內(nèi)即可達(dá)到 80-200℃(根據(jù)過盈量計(jì)算所需溫度);
定向熱膨脹:金屬熱膨脹特性使鋼管內(nèi)徑隨溫度升高而增大(碳鋼線膨脹系數(shù)約 11×10??/℃),例如:φ100mm 鋼管加熱至 150℃時(shí),內(nèi)徑膨脹量≈0.17mm(足以抵消 0.05-0.2mm 的過盈量),過盈配合轉(zhuǎn)變?yōu)殚g隙配合(間隙 0.02-0.05mm);
壓力裝配固定:在鋼管熱態(tài)下(保持膨脹狀態(tài)),通過液壓機(jī)或手動壓力裝置將配合件(軸或套筒)推入鋼管內(nèi)部,冷卻后鋼管收縮,依靠過盈量恢復(fù)實(shí)現(xiàn)緊密結(jié)合,無需額外固定即可承受軸向力與扭矩。

為確保裝配精度與連接強(qiáng)度,高頻加熱熱擴(kuò)需精準(zhǔn)控制以下參數(shù):
溫度過高會導(dǎo)致鋼管過度膨脹(冷卻后收縮不均)或性能下降(如超過 250℃可能引發(fā)碳鋼退火),溫度過低則無法消除過盈量(裝配阻力大)。計(jì)算公式為:
所需加熱溫度 T=(過盈量 δ+ 預(yù)留間隙 Δ)/(α×D)
(α 為線膨脹系數(shù),D 為鋼管內(nèi)徑,Δ 為裝配預(yù)留間隙,通常 0.02-0.05mm)
鋼管熱擴(kuò)只需加熱與配合件接觸的局部區(qū)域(長度略長于配合件 5-10mm),避免整體加熱導(dǎo)致的非裝配區(qū)變形:
鋼管熱擴(kuò)后需在冷卻收縮前完成裝配,且壓力需適中(過大易損傷配合件,過小無法到位):

| 對比項(xiàng) | 高頻加熱熱擴(kuò)裝配 | 冷態(tài)壓裝 | 烘箱整體加熱熱裝 |
|---|
| 裝配難度 | 間隙配合,壓力小(≤2MPa) | 過盈配合,壓力大(≥5MPa) | 加熱后需快速操作,難度高 |
| 工件損傷 | 無變形、無劃痕,合格率 99%+ | 鋼管易癟陷,配合件易劃傷 | 整體加熱導(dǎo)致非裝配區(qū)變形 |
| 效率 | 單件加熱 + 裝配≤2 分鐘 | 單件壓裝需 3-5 分鐘(含定位) | 加熱需 30-60 分鐘,效率極低 |
| 能耗 | 單根 φ100mm 鋼管耗電≈0.2 度 | 無能耗,但設(shè)備磨損大 | 烘箱加熱耗電 5-10 度,能耗高 |
高頻加熱熱擴(kuò)裝配在多領(lǐng)域展現(xiàn)實(shí)用價(jià)值:
機(jī)械傳動:傳動軸與鋼管的過盈連接(如起重機(jī)伸縮臂、機(jī)床主軸),裝配后可傳遞≥500N?m 扭矩;
液壓管路:高壓油管與套筒的密封裝配,熱擴(kuò)后配合面貼合緊密,耐壓≥30MPa 無泄漏;
鋼結(jié)構(gòu)連接:大型鋼管與法蘭的過盈固定,避免焊接導(dǎo)致的應(yīng)力集中,適合振動工況(如橋梁支座)。
高頻加熱鋼管熱擴(kuò)裝配工藝的核心價(jià)值,在于以 “局部精準(zhǔn)加熱” 實(shí)現(xiàn)過盈配合的 “無損化、高效化”。相比傳統(tǒng)工藝,它既避免了冷裝的強(qiáng)制變形,又解決了整體加熱的能耗高、效率低問題,為鋼管與配合件的過盈連接提供了兼顧質(zhì)量與成本的理想方案,尤其適合批量裝配場景中的精度與效率要求。





 粵公網(wǎng)安備 44190002003728號
粵公網(wǎng)安備 44190002003728號
