�l���r�g��2020-07-23 �ѽ���1�˲��^������ ���ظБ�����б�
�S�����șCе�b���Ј���Ѹ�ٰlչ���aƷ�Y��Ҳ�l���˾��׃������ֱ������������X݆�ڮaƷ��Խ��Խ�ࡣ������Y���������ԣ��ڟ�̎���^���ИO�׳��F׃�εĆ��}������ᘌ���ֱ������������׃���X݆�ĝB̼����M����ϵ���о�����ȡ��һЩ�����ڜp��׃�εľC�ϴ�ʩ��ȡ�������õ�Ч����

�B̼�^���иߜ���׃�����X݆��������^�����@�M�������D׃�����及���y��֧������s�^���еĽM�������͟ᑪ�����O������X݆׃�Ρ�ԇ���a�^��������׃���^��ĥ�X���P�I�ߴ���F�^��ƫ��Ӱ���ʹ�ã���ˌ��X݆�B̼�����׃�������Ƶ��^�ͷ������Ǵ���X݆����������a���P�I��
1.���gҪ��
�D1��ij׃�����X݆�Y��ʾ��D�����|17CrNiMo6������3795 kg���X��Ҫ��B̼���̎������ЧӲ�������2.85��3.25mm����߅����0.45mm���X��Ӳ��58��62HRC���IJ�Ӳ��35��42HRC������M�����ϙCе�ИI�˜�JB/T6141.3-1992��Ҫ�����Ȳ�����6.5�������W����Ҫ����������ReL��795MPa����������Rm��1079MPa�����L��A��8%�������տs��Z��35%���_�����չ�AKV��-40 ������25 J��
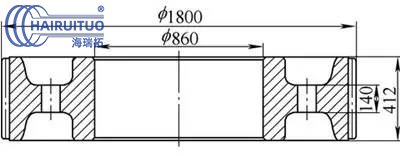
�D1 �X݆�ߴ�Y���D
�X݆�ĝB̼���׃����Ҫ�w�F�ڙE�A�Ⱥ��F�ȃɂ����档��������׃����Ҫ��飺�E�A�ȡ�0.9 mm���F�ȡ�0.9 mm��
2.̎����ˇ
�X݆���a��ˇ���̣����ϡ�����呺��˻���ּӹ����{�|���뾫܇���L�X���B̼��ػ���������܇��ĥ�X����졣
�ڳ�Ҏ��̎����ˇ�Ļ��A�ϣ��Y�ό��H���a��������m�����M����m���ڴ�ֱ�����������X݆��
�B̼���ˇ����Ҋ�D2���X݆�ӹ��^���������^��a���D������׃�Σ������������a�����������X݆�B̼ǰ�����ڲ�ȡ�A�����ز�������������ٶ�60��/h�����ԜpС�X݆����λ�����ܟ��������Ĝز�ܟ�����Ӱ푊W���w���D׃�ٶȣ��W���w�D׃�ٶȲ�ͬ��Ȼ������׃�Ρ����B̼�ض��ɳ�Ҏ930�潵�͵�910�棬�Ҳ�ȡ�}�_̼���M�НB̼���Ķ�ʹ�ù����е�̼��ȏı��浽�IJ��������͡����ض���820�潵�͵�800�棬����ʹ�ᑪ���ͽM�����������Ĝp�٣�ͬ�r���䓵�����׃�ο����ͽ���������׃�A������һ���̶��ϜpС�X݆�Ļ�׃�̶ȡ������|�Ĝض������60��70������ǰ���Ͳ��_�����裬�������͕rֹͣ���裬30 s�����_�����裬���ԿsС�X݆�c����͵ĜضȲͬ�r���Ӵ���͵������ԣ������ڜpС�ᑪ����ʹ����������s���M���pС�X݆����^���еĻ�׃��
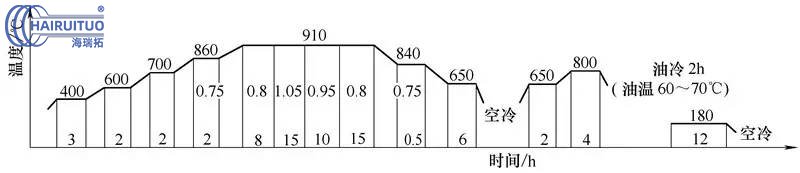
�D2 �B̼���ˇ
�B̼�A���x���͟�䓵ױP���|�K����݆ݞ̎���c�����|������݆����������λ�ð��c����������0.2mm�|Ƭ�M���{�����A��0.8��1mm�g϶������^�����p���p�ţ�����݆��̎�|�KŲ�ӡ��㡢�ػ��A���x���͟�䓹��b�����X݆���¶����M�з������݆ݞ̎���c�����|������݆�����M��֧�|������ʹ����^���c�B̼�^�̮a����׃�������һ���֣������ڌ����ػ���׃�������Ƶ��^�͵ķ�����
3.�z�y�Y��
�������Ϲ�ˇ���a�������P�˜ʌ��S�tԇ���M�Йz�y���Y�����£���ЧӲ������3.21mm��Ҋ�D3����̼����1�����R���w�Լ�����W���w3�����IJ��M��2�����IJ�Ӳ��36��39HRC���X��Ӳ��59��60HRC�����W���ܣ�ReL��1070MPa��Rm��1240MPa��A��11%��Z��65%��AKV��-40�棩��48J��40J��45J��37J�������ϼ��gҪ��
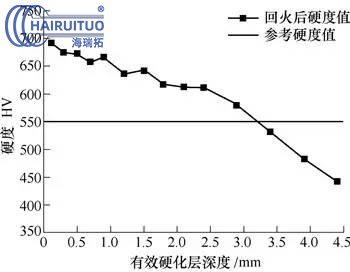
�D3 �ػ���S�tԇ����ЧӲ����Ӳ�ȷֲ�����
��1���X݆�B̼���F��0.9mm���E�A��0.18mm��������F��0.1mm���E�A��0.18mm�����M�㼼�gҪ��ԇ���a�ϸ�������ڲ���ͬ�ӹ�ˇ���a��15���X݆׃�νY���M�нyӋ��Ҋ�D4���D5�������Ԍ���K�ęE�A�ȿ��Ƶ�0.16 ~0.28mm���F�ȿ��Ƶ�0.12 ~0.28mm���h�h���ڼ��gҪ���׃�������ֵ��
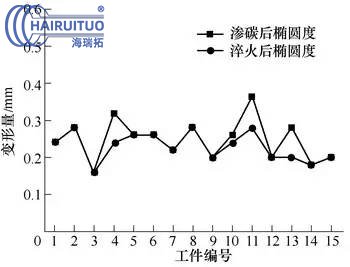
�D4 �X݆�E�A��׃�����yӋ�D
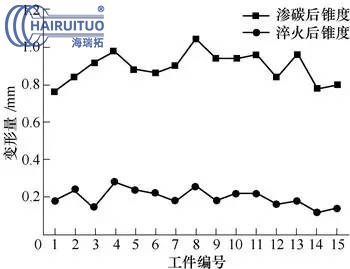
�D5 �X݆�F��׃�����yӋ�D
4.���g�y�c����
�ڴ���^���нM��������w�D׃���R���w�����������ֵ�IJ���X݆�⏽���F��Û��څ�ݡ��X݆���Ͳ��д��r�����¶������sЧ���в�����Դ���^�����X݆���l���F׃�F��ǰ�����a���������X݆�ڴ���ͨ�����F�ϴ���С��׃�Σ����϶�Û���������¶�Û������ԓ�Y����͵��X݆������F׃��������0.7 ~1.0mm��
�X݆�B̼�A��֧�|��ʽһ���ɷN����һ�N���һ��݆ݞ֧̎�|���ڶ��N��݆ݞ̎��݆��̎��֧�|�����Æ�һ݆ݞ֧�|��ʽ�B̼����X݆�⏽׃��ͨ�����ϴ���С���@�����˕r݆���ҿգ��S���ض����߲��ϵ���������Ѹ�ٽ��ͣ�����̎�ď��Ƚ��ͣ�ͬ�r�⾉���������������ڸߜ���׃�a�����µ���׃�Σ���������Ҫ���X݆�����Y�����B̼�ĸߜؕr�g�Q�������õڶ��N݆ݞ̎��݆��̎��֧�|��ʽ�r������݆ݞ��݆������֧������݆�����ܵ���K��݆ݞ��݆���|�����X݆�B̼���F��׃�������@��
ԓ�X݆���屡���^����݆��̎�ܵ��Ȳ�֧����С���B̼�r��910��ͣ���r�g��48h��ǰ������20h�����⾉���M��֧�|���t�⾉��������F׃���h�h���ڴ����F׃�����e�^������׃������ѕr�C�����B̼�r݆ݞ��݆����֧�|���B̼���F��׃�������@�����r���F׃�������³�Ʒ��׃��������o���M�㼼�gҪ�C�Ͽ��]����B̼�r��ȡ݆ݞ֧�|���⾉̎�A���g϶֧�|��֧�|��ʽ����˿����ڝB̼�^����ʹ�X݆�⾉�a���ɿ��Ƶ��F׃���γ��A׃�Ρ��ڴ��r���X݆���·��D�M�д�𣬿���ǡ��ʹ�ɂ�̎���^���е�׃������������ǿ���ԓ�N�X݆��̎��׃�ε���Ч;����
5.�Y�Z
Ӱ푴�ֱ�����������X݆�B̼׃�ε������Ƕ��ģ�ᘌ�Ӱ��X݆�B̼���׃�ε����أ��ڹ�ˇ������������ٶȡ��A�������ء����͝B̼���ضȡ���ߴ����|�ضȣ��ڹ��b�����ȡ݆ݞ֧�|��݆���A����϶֧�|�����Ԍ��E�A�ȿ��Ƶ�0.16 ~0.28mm���F�ȿ��Ƶ�0.12 ~0.28mm���h�h���ڼ��gҪ���׃�������ֵ���O��������˴�ֱ������������X݆�ğ�̎���|���������˴�aƷ�Ĉ�U�ʡ�




Copyright © 2024 �V�|�������ܿƼ�����˾ ������� ��ICP��14033160̖  �����W���� 44190002003728̖
�����W���� 44190002003728̖
��ַ�� �Ї��V�|ʡ�|ݸ��Xɽ悴�����·102̖301��

