�l(f��)���r(sh��)�g��2020-05-27 �ѽ�(j��ng)��1�˲��^(gu��)������ ���ظБ�(y��ng)����б�
��1���ӹ��y�c(di��n)
�R���w���P䓹�����(n��i)�����l����������ͬ�r(sh��)�ӟ�ķ�ʽ����ӹ��y�c(di��n)���ڲ��P䓲��|(zh��)�̓�(n��i)�ױ�����
���l�Б�(y��ng)�ӟ��^(gu��)���У��ضȳ��^(gu��)����ʧ���c(di��n)����F����ʧ���c(di��n)�ض�һ����700��800�棩�r(sh��)������늴ŸБ�(y��ng)�������ͣ��ӟ��ٶ��½���(sh��)�����M(j��n)һ���ӟ����y�������P䓟�̎��ضȸߣ�����1000�����ϣ��ӟᵽ���ϵĴ��ض��y�ȸ�����һ���棬�������̎��ضȸߣ��ӽ����ϵ����c(di��n)���mȻʧ���c(di��n)���ϼӟ��ٶȽ��ͣ����^��Ҏ(gu��)��̎���ӟ��ٶ��Ժܿ죬���y�Կ��ƣ����ڰl(f��)����������^(gu��)�����ڵ��L(f��ng)�U(xi��n)��
�h(hu��n)��Ч��(y��ng)�ǸБ�(y��ng)�ӟ������Ч��(y��ng)֮һ��Ҳ����Ƀ�(n��i)�ӟ����y��ԭ�����ڡ���ʹ�øБ�(y��ng)Ȧ��(du��)�����M(j��n)�мӟ�r(sh��)��ͨ�^(gu��)�Б�(y��ng)Ȧ����������ڸБ�(y��ng)Ȧ�ă�(n��i)��(c��)���档�ӟṤ����A����r(sh��)���Б�(y��ng)Ȧ��(n��i)��(c��)�����c�������(c��)��������(du��)��(y��ng)�������ڹ����ļӟᣬ���ӟṤ����(n��i)�ױ���r(sh��)������t�����෴����(hu��)ʹ�Б�(y��ng)�����Ч���@�����ͣ������ڹ����ļӟᡣ���ң��M(j��n)�Ѓ�(n��i)�Б�(y��ng)����r(sh��)���ӟ����ڹ�����(n��i)���������ߏ��ⲿ����ֱ���^�y(c��)��һ���̶��������˲������y��
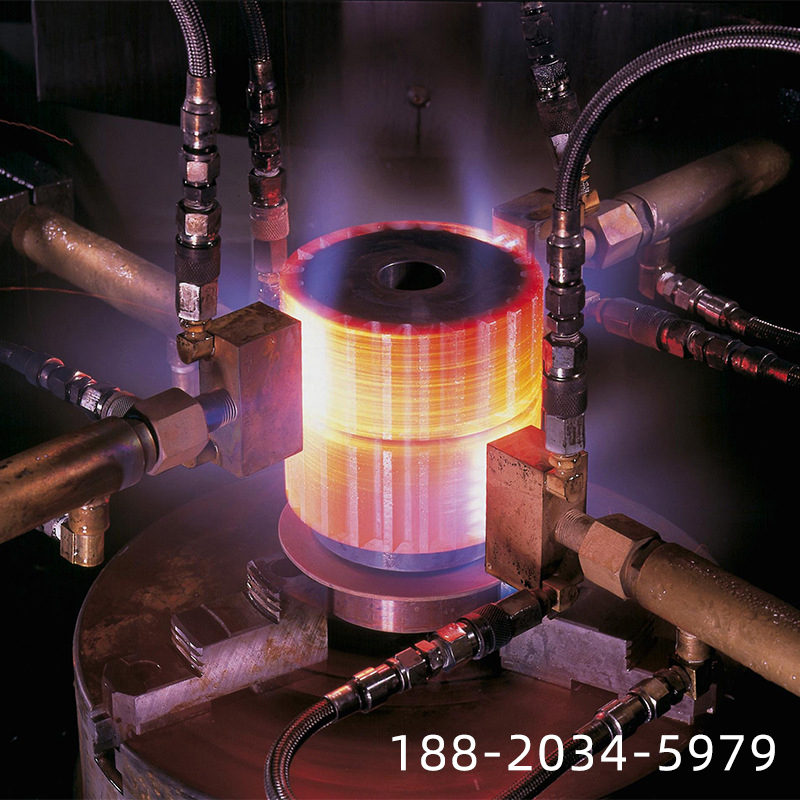
ij�a(ch��n)Ʒ�����S�У�Ҋ(ji��n)�D1��Ҫ��sf28mm�����𣬲��Ϟ��R���w���P�20Cr13�����Ӳ��Ҫ��35��45HRC��ԓ�����������ӟ��y�c(di��n)�⣬��ӟ�������棬������ֱͨ��(n��i)�ף���Ȼ��ɸБ�(y��ng)���c�����ӟ�����g϶�����M(j��n)һ���������Ч�ʡ�ͨ���M(j��n)�Ѓ�(n��i)���l�������˷��h(hu��n)��Ч��(y��ng)��(du��)�����ӟ�IJ���Ӱ푣������ڸБ�(y��ng)�����O(sh��)�Ì�(d��o)���w���Ը�׃�ň�(ch��ng)�ķֲ�����ʹ�����ӽ��ڹ�������ӟ�ı���ֲ����Ķ����Ƽӟ�Ч������ԓ������(n��i)���^С��ȥ���Б�(y��ng)���c����֮�g���g϶���x�Լ��Б�(y��ng)�������ߴ磬�Б�(y��ng)����(n��i)����13mm���£��o(w��)�����b��(d��o)���w����(du��)ԓ�����ĸБ�(y��ng)���ֻ��ͨ�^(gu��)��(y��u)����ˇ����(sh��)�����M(j��n)�ӟ��^(gu��)��������Ȱl(f��)�]�O(sh��)�������ķ�����
��2�����ˇ����
���ˇ���������ӟ�r(sh��)�g�����ضȡ������|(zh��)��
�S�����J(r��n)�飬���l�Б�(y��ng)�����˲�r(sh��)�ӟᣬ�����ڶ̶̎����(n��i)�_(d��)�����ضȣ��@�N�J(r��n)�R(sh��)��ӳ�����ձ���r���s�Dz�ȫ��ġ���Щ��r�£��ӟ��ٶȕ�(hu��)��һЩ������һЩ������r�£�ͨ�^(gu��)����늉�ݔ�����ֶΣ��p������ļӟ��ٶȣ����ԝM��һЩ����������⼼�g(sh��)Ҫ�����Ҫ����(du��)��ԓ������(l��i)�f(shu��)�������T������صĴ��ڣ����ټӟ��Dz��F(xi��n)��(sh��)�ģ����]Ŀ�y(c��)�ض�׃������Ҫ�ͷ�ֹ�^(gu��)�������������ڬF(xi��n)��İl(f��)�����Ա��C����|(zh��)��������������^���ļӟ��ٶȡ��ӟ��ٶ��^(gu��)���t��ʧȥ������ă�(y��u)��(sh��)��߀��(hu��)������(d��o)ʹ��Ӳ���^(gu��)��(sh��)�`�C������ԓ�����ļӟ�r(sh��)�g������2.5��3min֮�g�^���m�ˡ�
�����Ĵ��ضȑ�(y��ng)����(j��)䓷N��ԭʼ�M��������׃�^(q��)�ļӟ��ٶȁ�(l��i)�_����䓷N��ԭʼ�M��һ���ėl���£����ض���Ҫ�ɼӟ��ٶțQ�����ӟ��ٶ�Խ�죬����Ĵ��ض�Խ�ߣ����l���ӟ��ٶ��h(yu��n)���ڳ�Ҏ(gu��)��̎������ˣ����l���ض��ձ���ڳ�Ҏ(gu��)��̎�����ضȡ������S�����ڸ��Nԭ�ӟ�����T�����y�����ضȲ����^(gu��)�ߣ����ض�Խ�ߣ���(sh��)�F(xi��n)�y��Խ���@Ҳ���x���^���ӟ��ٶȵ�ԭ��֮һ���mȻ�x�����^���ļӟ��ٶȣ����Ԍٿ��ټӟᣬ�ٿ��]�^���ļӟ��ٶ���ζ���W���w���r(sh��)�g�^���ټӟ��L(zh��ng)����(j��ng)�^(gu��)��(du��)��N���صľC�Ϸ��������ضȑ�(y��ng)�c��Ҏ(gu��)��̎���ஔ(d��ng)���Ըߡ�
�R���w���P䓴��Ժã������ߴ粻�Ǻܴ�r(sh��)�����伴����ȫ���������S����Ч��Ȳ���10mm�������DZ�������Փ�ϑ�(y��ng)�x�������ͬ�r(sh��)�����]�����ض��x���^�͵�������r���鱣�C�������Ч�����M��Ӳ��Ҫ�����ɱ���ش���һ�����_�����أ��x����s�ٶ��^��Ĵ����|(zh��)�����a(b��)���ض��^�͵Ŀ���ȱ�ݾͳɞ��Ȼ�x������s�ٶ����@���ڿ��䣬�ڸ�����|(zh��)�Ќ����^����һ�N�������ӟᵽ���ضȺ��������ʹ���_(d��)�����Ч�����^������s�ٶ��ֲ��®a(ch��n)���Ѽy��ȱ�ݣ���(w��n)������Ч�؝M�㼼�g(sh��)Ҫ��

��3����(sh��)�H��
������������(du��)�����S���M(j��n)�д�������Ӳ����45HRC���ϣ���(j��ng)�^(gu��)480��ػ�Ӳ���Է�(w��n)����40HRC���ϣ���ÿһ��������������λӲ�ȷֲ�����(w��n)�����f(shu��)����������_(d��)���˴��Ҫ��ԓ�����Ĵ��ɹ�����ӟ��y���^��IJ��P䓹�������(n��i)�ı������ṩ������ą�����
���l�Б�(y��ng)����O(sh��)���M(j��n)�оֲ��ӟ�r(sh��)��Ҫע��a(ch��n)Ʒ��λ
���l�Б�(y��ng)����O(sh��)��-�ŷ�늙C(j��)�Ԅ�(d��ng)����ϵ�y(t��ng)
���l�Б�(y��ng)����O(sh��)��-�V�|��(sh��)�����a(ch��n)�S��




Copyright © 2024 �V�|�������ܿƼ�����˾ ���(qu��n)���� ��ICP��14033160̖(h��o)  �����W(w��ng)���� 44190002003728̖(h��o)
�����W(w��ng)���� 44190002003728̖(h��o)
��ַ�� �Ї�(gu��)�V�|ʡ�|ݸ��Xɽ�(zh��n)������·102̖(h��o)301��

